
 The Extrusion Process
The Extrusion Process
Extrusion is a continuous process, in which plastic resin pellets are melted and pushed through a die in “meat-grinder” fashion. Strands are formed as resin exits the die. The hot matrix is then drawn over a mandrel and into a water bath to cool the netting.
Types of Plastic Netting
There are fundamentally two different kinds of extruded plastic netting differentiated by strand structure and the hole configuration formed by those strands: diamond netting and square netting. Each is created through unique processes that result in distinct product characteristics. Both types of products are produced in a wide range of configurations, ranging from fine “filtration-grade” netting that would resemble a woven product, to more course extrusion typical of plastic construction fence.
Diamond Netting
Diamond netting is produced with the strands in opposing directions overlaying each other. The joint structure of the product can be described as one strand over another strand. The overall thickness of the product is essentially twice the thickness of each strand, although there may be some melding of the strands at the joint. Strands in each direction are typically the produced uniformly, and the product looks the same from one side of the material as the other. This type of netting is marketed as “bi-planar”, as both sides are structurally the same, the strands forming a plane or channel along the net.
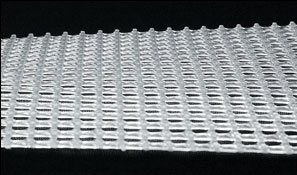
Square Netting
The joint structure on square netting is quite different with strands formed along the x and y plane, creating a square or rectangular hole pattern. The two strands that form the joint: the “machine direction” strand running the length of the roll and the “cross direction” strand running the width of the roll, are not stacked one over the other as in diamond netting. Generally, the machine direction strand is thicker than the cross direction strand. The overall thickness of the netting is mostly comprised of the machine direction strand thickness. One side of square netting is flat, the side drawn across the mandrel in the cooing tank.
Versatility
Both types of plastic netting are initially extruded in tubular form. It is most common for the tubular netting to be slit open longitudinally during the cooling process to create a flat roll of material. In some cases, however, the netting is kept in its tubular form. One example is rigid plastic mesh tubes for center cores or outer sleeves (cartridge filtration). Tubular structures are also produced to be flexible or stretchy, as is often seen on the outside of cartridge filters.
Plastic netting is a unique process that belies classification. Two important elements of this process are that it is continuous, and the product is produced in its final form as a net. Although the extrusion process is very stable, when compared to other processes there is typically more variation in such product attributes as strand diameter and material thickness than with the weaving process or injection-molded process.
The range of products and applications for plastic netting are quite diverse. To determine if extruded plastic netting might be suitable for your application requirements visit IndustrialNetting.com or call a sales representative for assistance.
Thanks for this information about plastic netting. It’s interesting that there’s diamond netting that has a joint structure that’s made with one strand over another strand. I can see why this kind of net would be useful to use if it’s twice the thickness of each strand.